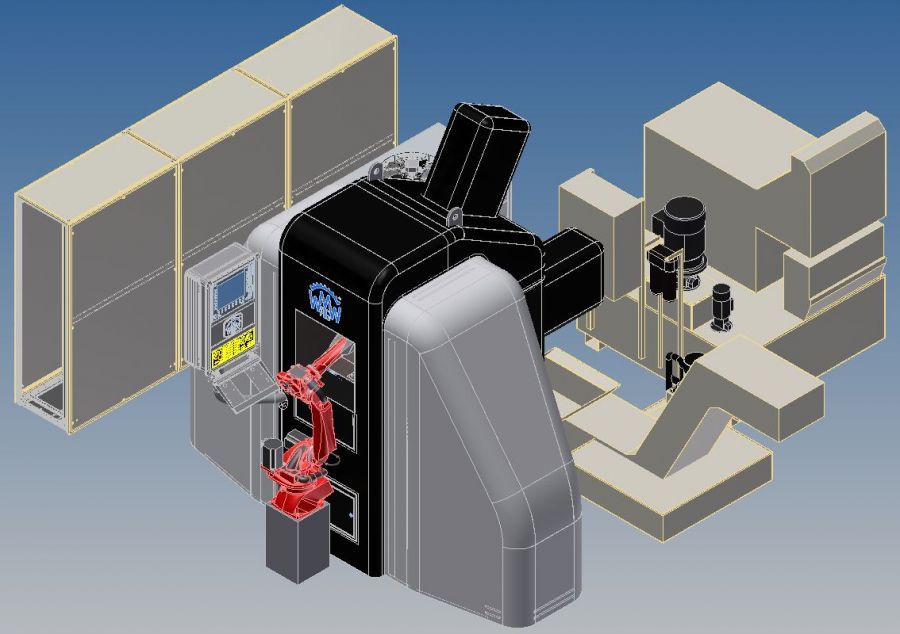
Rundtaktmaschine WMWGemeinschaftsprojekt "Multispin" Rundtaktmaschine WMW






Beschreibung
Forschung – Entwicklung – Prototypenbau
In unserem Gemeinschaftsprojekt mit dem Fraunhofer-Institut haben wir für Rundtaktmaschinen einen neuen leistungsstärkeren Spindelantrieb zur Bearbeitung von Edelstählen entwickelt!
Das Projekt wurde gefördert über die Sächsische Aufbaubank (SAB) mit Mitteln des Europäischen Fonds für regionale Entwicklung (EFRE).
geplante Publikationen:
Metav Düsseldorf 2022
Intec Leipzig 2023
Entwicklungsstand:
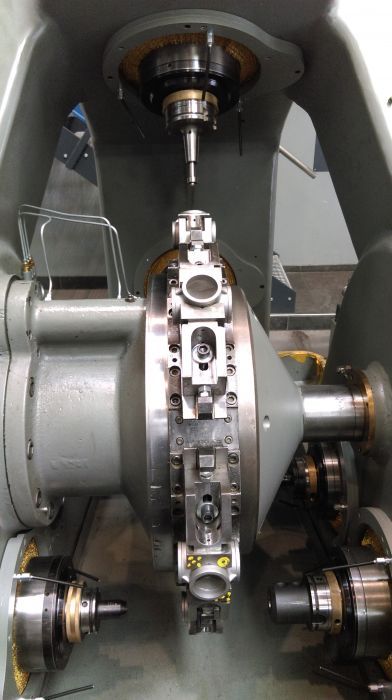
Maschine und Bearbeitungseinheiten sind in Betrieb genommen.
Die Erprobung der Technologie wird Vorbereitet.
Die neuen Bearbeitungseinheiten besitzen gegenüber den Gnutti-Einheiten folgende
konstruktive Vorteile:
- 1 Typ Bearbeitungseinheit anstelle von 2 Typen (Bohren, Gewindebohren)
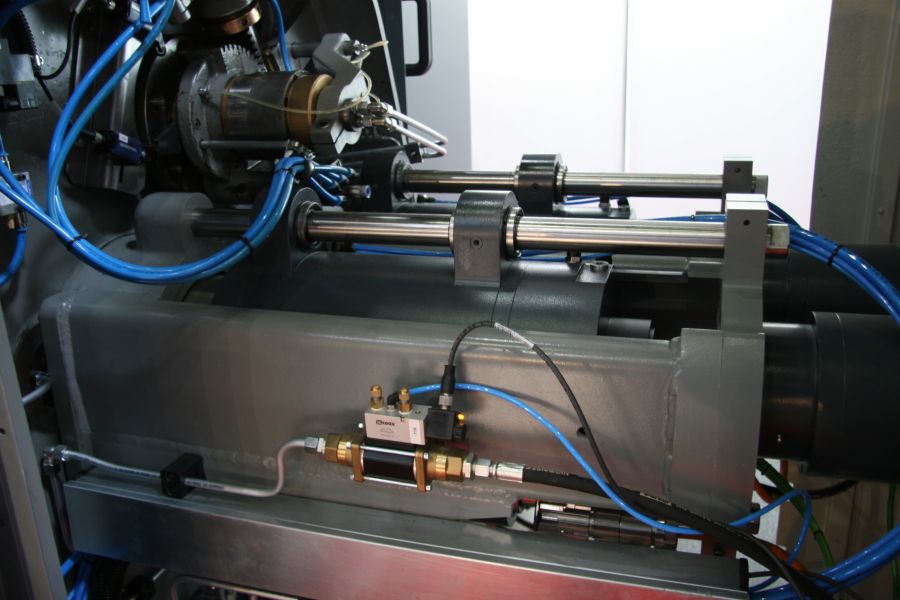
- koaxiale Direktantriebe für Spindel und Z-Achse (Innovation)
- 7-fach höhere Spindelleistung (von 2,98 kW auf 21 kW)
- 6-fach höhere Drehzahl (von 1005 min-1 auf 6000 min-1)
- 1,3-fach höheres Bauvolumen (von 52,2 dm³ auf 67,6 dm³)
- 5,4-fach höhere Leistungsdichte (7 / 1,3 = 5,4)
und Technologievorteile:
- höhere Drehmomente und Kräfte zur Zerspanung von Edelstahl statt Messing
- frei programmierbare S-Drehzahl, Z-Vorschub über CNC-Programm
- Synchronisation einer Spindel- und Vorschubbewegung über Zyklen
- Synchronisation der 6 Bearbeitungseinheiten über 6 NC-Kanäle
- Wasserkühlung der Motorspindeln reduziert Wärmeeintrag in Werkstück
- innere Werkzeugkühlung durch Spindelwelle erhöht Werkzeugstandzeit
- HSK-Werkzeugspannung reduziert Servicezeiten
- bei geänderter Werkstückgeometrie keine Umrüstung des Gewindekopiergetriebes
Details
Technische Daten
Hauptabmessungen:
Gesamtmasse: ca. 6500 kg
Länge: ca. 5900 mm
Breite: ca. 3800 mm
Höhe: ca. 2200 mm
Werkstückangaben:
max. Werkstücklänge 120 mm
min. Werkstücklänge 20 mm
max. Werkstückdurchmesser 100 mm
min. Werkstückdurchmesser 7 mm
max. Werkstückdicke 10 mm
min. Werkstückdicke 2 mm
Werkstoff Edelstahl
Daten zur Anlage:
Anlagenleistung 10 Stück / min
Anzahl Spindeln 6
max. Verfahrbereich Z-Achsen 125 mm
Typ Werkzeugaufnahme HSK80/HSK100
max. Werkzeugdurchmesser 60 mm
min. Werkzeugdurchmesser 3 mm
max. Werkzeuglänge 250 mm
min. Werkzeuglänge 20 mm
Vollbohren: bis D=20mm
Aufbohren: bis D=80mm
Gewindebohren: bis D=85mm
Ablängen-und Zentrieren: bis D=100mm
Elektrische Daten
Spannung 220/400 V
Leistung 200 kW
CNC-Steuerung SINUMERIK 840D sl
Hersteller Siemens
Steuerspannung 24V/DC
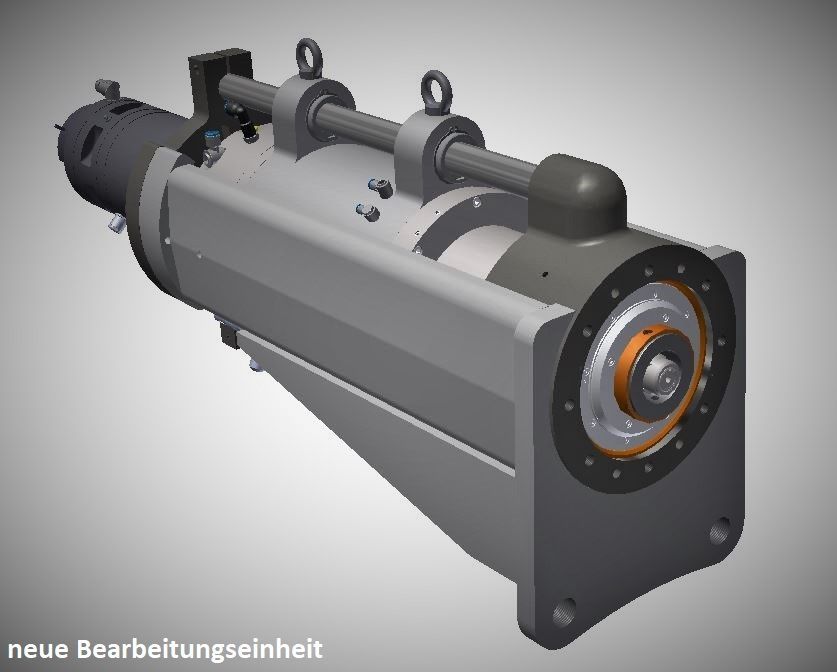
Spindel Typ HBE 21 -125E
Die von der WMW AG in Kooperation mit dem Fraunhofer IWU (Institut für Werkzeugmaschinen und Umformtechnik) entwickelte Hochleistungsbearbeitungseinheit MultiSpin HBE 21 – 125 E ist das Resultat jahrelanger Erfahrung und Forschungsergebnisse. Vorzüge sind:
Einsatz im Dauerbetrieb im 3-Schichtsystem durch innovative Kühlstoffsysteme
höhere Sicherheit für Mensch & Maschine dank integrierter Sicherheitsfunktionen im
Antriebsstrang und der Steuerung Sperrluft schützt Spindellager und Glasmaßstäbe vor
dem Eindringen von Schmutz und Kühlmittel
geringerer Verschleiß durch lineare Anordnung von Werkzeugspindel und Vorschubmotor
Technische Daten: Hohlwellenmotor mit DRIVE-CLiQ von Siemens
Leistung:
21 kW Drehmoment:
max. 210 Nm
Leistungsdichte: 310,45 kW/cm³
Vorschub:
6 m/min Vorschublänge
max. 125 mm Drehzahl:
max. 6000 U/min
Werkzeugaufnahme: HSK 80 oder HSK 100 Innen- und Außenkühlung (IKZ)
geplante Arbeiten
Verbesserungen gegenüber der alten Ausführung:
Umstellung auf CNC-Steuerung und dadurch:
einfache Umrüstbarkeit (Werkstückeinrichtung)
Anpassbarkeit der Bearbeitungsprozesse
einfache, schnellere Bedienung
Steigerung der Schnitt- u. Bohrleistung
Anpassung an alle gängigen Werkzeugaufnahmen
Reduzierung von Raum und Gewicht
bis zu 35% Energieersparnis
ausgeführte Arbeiten
Die neuen Bearbeitungseinheiten besitzen gegenüber den Gnutti-Einheiten folgende
konstruktiven Vorteile:
- 1 Typ Bearbeitungseinheit anstelle von 2 Typen (Bohren, Gewindebohren)
- koaxiale Direktantriebe für Spindel und Z-Achse (Innovation)
- 7-fach höhere Spindelleistung (von 2,98 kW auf 21 kW)
- 6-fach höhere Drehzahl (von 1005 min-1 auf 6000 min-1)
- 1,3-fach höheres Bauvolumen (von 52,2 dm³ auf 67,6 dm³)
- 5,4-fach höhere Leistungsdichte (7 / 1,3 = 5,4)
und Technologievorteile:
- höhere Drehmomente und Kräfte zur Zerspanung von Edelstahl statt Messing
- frei programmierbare S-Drehzahl, Z-Vorschub über CNC-Programm
- Synchronisation einer Spindel- und Vorschubbewegung über Zyklen
- Synchronisation der 6 Bearbeitungseinheiten über 6 NC-Kanäle
- Wasserkühlung der Motorspindeln reduziert Wärmeeintrag in Werkstück
- innere Werkzeugkühlung durch Spindelwelle erhöht Werkzeugstandzeit
- HSK-Werkzeugspannung reduziert Servicezeiten
- bei geänderter Werkstückgeometrie keine Umrüstung des Gewindekopiergetriebes